Innovations Introduced by Leading Decanter Centrifuge Manufacturers
The decanter centrifuge industry has witnessed remarkable technological advancements over the past decade. As industries increasingly demand higher efficiency, reduced energy consumption, and precise solid-liquid separation, leading decanter centrifuge manufacturers have responded with innovative solutions that transform operational performance. From automation and advanced materials to smart monitoring and environmental sustainability, these innovations not only improve machine efficiency but also enhance reliability, reduce maintenance costs, and optimize production processes across multiple sectors.
Advanced Automation and Control Systems
One of the most notable innovations in the decanter centrifuge market is the integration of advanced automation and control systems. Modern centrifuges are equipped with programmable logic controllers (PLCs), real-time sensors, and remote monitoring capabilities. These systems allow operators to precisely adjust operational parameters such as feed rate, bowl speed, and differential speed, ensuring optimal separation efficiency. Automation also enables predictive maintenance, where potential issues are identified before they lead to machine downtime. Companies that invest in such technologies benefit from higher operational efficiency, consistent product quality, and reduced labor costs. For industries seeking reliable and technologically advanced solutions, consulting a reputable Decanter Centrifuge Manufacturer ensures access to machines that incorporate the latest automation and control innovations.
High-Efficiency Designs and Energy Savings
Energy efficiency has become a critical focus for manufacturers due to rising energy costs and growing environmental concerns. Leading decanter centrifuge manufacturers are developing machines with optimized bowl geometry, variable frequency drives, and energy-efficient motors to reduce power consumption without compromising performance. These design improvements allow centrifuges to handle higher throughput with lower operational costs. Additionally, high-efficiency designs contribute to reduced carbon footprints, aligning with sustainability goals and regulatory requirements. By implementing energy-saving innovations, manufacturers provide clients with cost-effective solutions that promote responsible industrial practices.
Use of Advanced Materials and Coatings
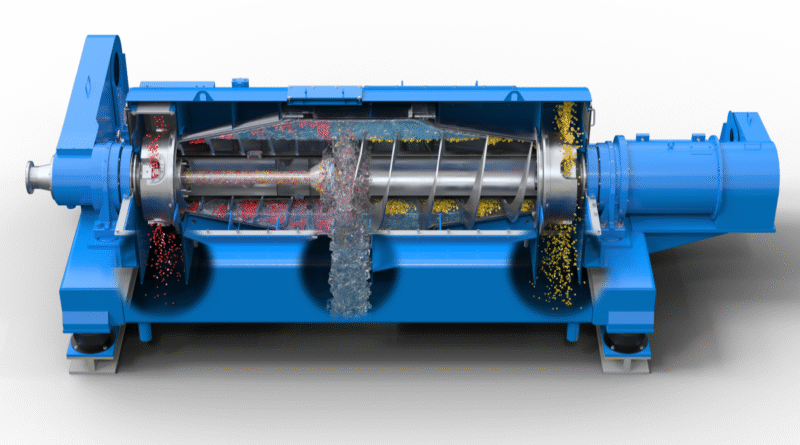
Durability and longevity are essential for decanter centrifuges that operate in harsh industrial environments. Innovations in materials and coatings have significantly improved the wear resistance and corrosion protection of critical components such as bowls, conveyors, and bearings. Manufacturers now utilize high-grade stainless steel, specialized alloys, and advanced surface treatments to extend the operational lifespan of their centrifuges. These material advancements reduce maintenance frequency, lower repair costs, and ensure reliable performance even when processing abrasive or corrosive substances. Businesses that prioritize equipment longevity benefit from these innovations through reduced downtime and enhanced productivity.
Intelligent Monitoring and Data Analytics
The integration of smart monitoring and data analytics has revolutionized how decanter centrifuges are operated and maintained. Sensors embedded within the machines continuously track vibration, temperature, feed characteristics, and motor performance. Collected data is analyzed to detect anomalies, predict maintenance requirements, and optimize operating parameters. This approach not only prevents unexpected failures but also enables operators to make informed decisions that enhance overall efficiency. By leveraging data-driven insights, manufacturers provide clients with machines capable of adaptive performance adjustments, resulting in higher separation quality and operational consistency.
Environmental and Sustainability Innovations
Sustainability is a growing priority across industrial sectors, and leading decanter centrifuge manufacturers are responding with environmentally conscious innovations. Features such as enhanced sludge dewatering, reduced chemical usage, and water recycling systems help minimize the environmental impact of industrial processes. Some manufacturers have introduced designs that recover energy from wastewater or minimize noise pollution, further demonstrating their commitment to eco-friendly operations. These advancements enable industries to meet stringent environmental regulations while improving operational efficiency and cost-effectiveness.
Enhanced Customization and Application-Specific Solutions
Innovation in customization has allowed manufacturers to produce decanter centrifuges tailored to specific industrial applications. Customizable features include bowl length, conveyor pitch, feed systems, and discharge mechanisms. These innovations ensure that machines can handle a wide variety of feed materials, including high-solids content slurries, abrasive liquids, and high-viscosity substances. By offering application-specific solutions, manufacturers help industries achieve precise separation efficiency, reduced energy consumption, and higher overall productivity.
Noise and Vibration Reduction Technologies
High-speed centrifuges inherently generate noise and vibration, which can affect operational safety and equipment longevity. Leading manufacturers have introduced advanced vibration reduction mechanisms, precision balancing systems, and noise-dampening designs to enhance machine stability and operator safety. These innovations reduce wear on components, prevent structural fatigue, and create a safer and more comfortable working environment. Facilities that invest in centrifuges with noise and vibration reduction technologies benefit from smoother operations and lower long-term maintenance costs.
Conclusion
Innovations introduced by leading decanter centrifuge manufacturers are transforming the way industries approach solid-liquid separation. Advanced automation, high-efficiency designs, smart monitoring, durable materials, environmental sustainability, and customization capabilities are just some of the key areas driving progress in the market. These innovations enable businesses to achieve higher separation efficiency, reduce energy consumption, lower maintenance costs, and meet stringent environmental standards. By partnering with a forward-thinking and technologically advanced decanter centrifuge manufacturer, industries can optimize their processes, enhance operational reliability, and secure long-term value from their equipment.

